
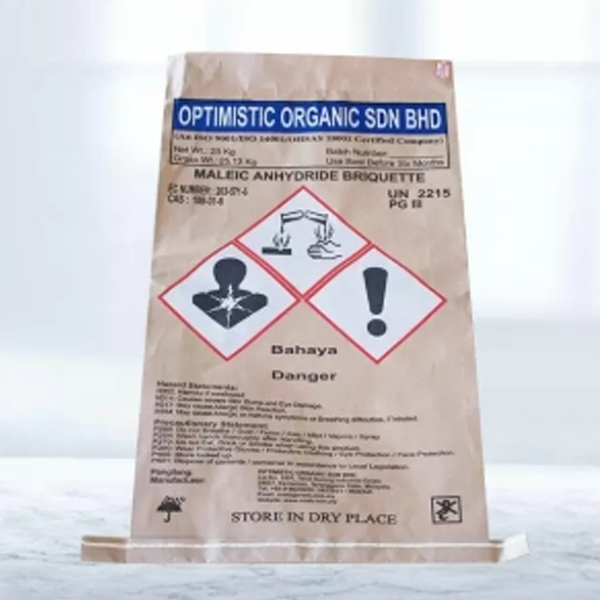
Многослойные крафт-мешки с клапаном для гипса
Когда слышишь ?многослойные крафт-мешки с клапаном?, многие представляют обычный бумажный мешок, только потолще. Вот тут и начинается первое заблуждение. В гипсовой отрасли, особенно при экспортных или длительных морских перевозках, разница между ?просто мешком? и правильно подобранным многослойным крафт-мешком с клапаном — это разница между целым вагоном продукции и комом мокрой пыли на полу контейнера. Самый частый косяк, который вижу — заказчики экономят на барьерном слое, думая, что крафт-бумага и так прочная. А потом удивляются, почему гипс слежался или потерял текучесть.
Из чего на самом деле складывается ?многослойность?
Тут нельзя просто взять и склеить три слоя бумаги. Конструкция — это послойная стратегия. Внешний слой — это прочность на разрыв и стойкость к истиранию. Часто идут плотные марки крафт-бумаги, иногда с микропрофилем для лучшего сцепления при штабелировании. Внутренний слой — ключевой. Для гипса, который чувствителен к влаге, обязателен барьер — чаще всего это полиэтиленовая вставка или ламинация. Но не любая! Толщина в микронах, тип ПЭ (LDPE, HDPE) — это подбирается под условия хранения. Я видел случаи, когда из-за слишком тонкого барьерного слоя в условиях высокой влажности на складе гипс в мешках, стоявших у стены, буквально каменел.
И третий элемент — сам клапан. Казалось бы, мелочь. Но если клапанная вставка сделана из неподходящего материала или неправильно вклеена, при засыпке возникает обратная запыленность. На фасовочной линии это кошмар — пыль везде, потеря продукта, условия труда хуже. Хороший клапан должен обеспечивать чистый срез потока и надежно закрываться после наполнения, без подворачивания краев.
Клей — отдельная тема. Водостойкий клей для швов и дна это must-have. Но некоторые производители, особенно те, кто гонится за дешевизной, используют обычный силикатный. Результат? При малейшем намокании поддона во время дождя при разгрузке нижние ряды мешков просто расходятся по швам. Работая с поставщиками, например, с группой ООО ЧЭНДА УПАКОВОЧНАЯ ПРОМЫШЛЕННОСТЬ (ЦИНДАО), всегда обращаешь внимание на их акцент на клеевых системах. На их сайте https://www.chengda-pack.ru видно, что они охватывают полный цикл — от производства сырья до финального продукта, и для таких компаний контроль за такими ?мелочами? как клей — часть стандарта.
Практика: где обычно ?ломается? мешок
Теория теорией, но все решает практика погрузки-разгрузки. Основные точки напряжения: углы и швы дна при падении с высоты даже 1-1.5 метра (типичная высота с паллета); область под грейфером захвата; зона вокруг клапана при вакуумной засыпке. Многослойность здесь работает как амортизатор и распределитель нагрузки. Однослойный мешок, даже плотный, часто рвется по шву от резкого удара. Многослойный — деформируется, но держит.
Еще один момент — штабелирование. Гипс тяжелый. При укладке в 4-5 ярусов нижние мешки испытывают колоссальное давление. Бумага должна иметь не только высокую прочность на разрыв, но и сопротивление продавливанию. Иногда для этого между слоями крафта добавляют слой из переработанных волокон особой упругости — это не для экологии, а именно для физики.
Из собственного горького опыта: был проект для поставки в порт с высокой влажностью. Сэкономили, взяли мешки с тонкой ПЭ-пленкой внутри. Всё проверили, тесты прошли. Но не учли время ожидания под открытым небом в порту — 10 дней под моросящим дождем и туманом. Результат — 30% мешков в нижних рядах поддонов отсырели, бумага размокла, и при попытке поднять грейфером они просто порвались. Урок: барьерный слой должен быть с запасом под форс-мажорные условия логистики, а не только под идеальные условия склада.
Клапан: виды и подводные камни
Клапан — это не просто отверстие. Для гипса чаще используют открытый клапан-карман (open-mouth pocket) или клапан с косым срезом. Важно, чтобы его конструкция минимизировала обратный выброс пыли. Часто внутри клапана делают дополнительный ?язычок? или отбортовку из более гладкого материала, чтобы гипс не цеплялся.
Материал самого клапана — он может быть таким же, как и стенки мешка, а может быть усиленным. Встречал решения, где клапанная зона дополнительно армирована синтетической нитью или имеет более плотную ламинацию. Это особенно важно при использовании автоматических клапанозашивочных машин — слабый клапан может порваться на этапе финального закрытия.
Еще одна деталь — положение клапана после зашивки. Он должен плотно прилегать к телу мешка, не топорщиться. Торчащий клапан — это первый крючок, за который зацепится погрузчик или соседний мешок при транспортировке. Риск разрыва повышается в разы. При инспекции на производстве у ЧЭНДА УПАКОВОЧНАЯ ПРОМЫШЛЕННОСТЬ обратил внимание, как оператор на линии проверяет именно этот момент у выборочных мешков — прижимает рукой, смотрит угол. Это и есть та самая практическая экспертиза, которая позже экономит клиенту нервы.
Взаимодействие с фасовочным оборудованием
Идеальный мешок, который не подходит к вашей фасовочной линии — это груда макулатуры. Скорость засыпки, тип дозатора (пневматический, шнековый), способ захвата и подачи пустого мешка — всё диктует требования. Например, для высокоскоростных линий важна жесткость и ?раскрываемость? мешка — он должен легко и предсказуемо открываться манипуляторами. Мягкий, слишком гибкий многослойный мешок может сложиться неправильно, что приведет к сбою цикла.
Ширина клапана должна точно соответствовать раструбу дозатора. Несоответствие даже в пару сантиметров ведет к просыпанию и пыли. При заказе всегда нужно предоставлять техпаспорт на оборудование или, что еще лучше, отправить производителю упаковки несколько пустых мешков текущего образца (даже если они плохие) для анализа и подгонки.
Был опыт, когда при переходе на новые, более прочные многослойные крафт-мешки с клапаном от нового поставщика начались сбои. Мешки были качественные, но чуть более ?пухлые? в сложенном состоянии из-за более рыхлого внутреннего слоя. Захватывающие вакуумные присоски линии не могли надежно взять верхний мешок из пачки — он проскальзывал. Пришлось с инженерами поставщика корректировать плотность намотки внутреннего слоя бумаги. Решили проблему, но простой линии в неделю стоил денег.
Выбор поставщика: цифры и не только
Глядя на сайт chengda-pack.ru, видно, что группа позиционирует себя как промышленный интегратор с полным циклом. Для такого продукта, как мешки для гипса, это важно. Контроль от целлюлозы или полимера до печати и склейки означает стабильность параметров. Их заявленный экспортный опыт и наличие представительств, например, в Южной Америке, где логистические нагрузки и климат суровые, косвенно говорит о тестировании продукции в реальных условиях.
Но цифры вроде годового экспорта — это одно. При выборе нужно запрашивать конкретные протоколы испытаний на продукцию: прочность на разрыв (по ГОСТу или ISO), влагопроницаемость барьерного слоя, испытания на падение с определенной высоты. Хороший поставщик, такой как ООО ЧЭНДА УПАКОВОЧНАЯ ПРОМЫШЛЕННОСТЬ (ЦИНДАО), предоставляет это по умолчанию, а не после трех напоминаний.
И главный практический совет — всегда заказывать пробную партию. Не 50 мешков, а полноценный паллет. И тестировать ее на своей линии, в своих реальных условиях хранения и транспортировки. Устроить им ?адские? испытания: намокание, падение, длительное давление. Только так можно увидеть, где находится предел прочности этой конкретной многослойной конструкции. Потому что в итоге именно от этого зависит, дойдет ли ваш гипс до конечного покупателя в том виде, в котором он был произведен.
В конце концов, надежный многослойный крафт-мешок с клапаном — это не расходник, а часть технологической цепи. Его стоимость в цене конечного продукта мизерна, а вот последствия его отказа — колоссальны. И понимание этой разницы и отличает профессионала от просто покупателя бумажных пакетов.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты








Связанный поиск
Связанный поиск- Ведущий покупатель мешков для цементной смеси
- Фабрика упаковочных мешков
- Производители бумажных мешков с полиэтиленовой подкладкой
- цена мешков для руды
- Завод по производству полипропиленовых мешков
- Завод по производству медных мешков для порошка
- Производители мешков для хлористого калия
- Цена на белые полипропиленовые мешки
- Магниевый порошок мешок завод
- Поставщики 2-тонных джамбо-мешков