
Клапанные мешки
Когда слышишь ?клапанный мешок?, многие сразу представляют обычный мешок с вшитым патрубком. Но на практике, если подходить с такой упрощённой логикой, можно здорово прогореть. Разница между просто ?мешком с отверстием? и инженерным решением для конкретного продукта — колоссальная. Я много раз сталкивался, когда заказчик, пытаясь сэкономить, брал стандартный клапанный мешок для, скажем, тонкодисперсного талька, а потом половина содержимого оказывалась в воздухе цеха при загрузке. Проблема не в мешке, а в непонимании его функции. Клапан — это не просто точка высыпания, это узел, который должен работать в паре с оборудованием заказчика и физическими свойствами груза.
Конструкция: где кроются подводные камни
Возьмём, к примеру, базовое разделение: клапан наружный и внутренний. Казалось бы, мелочь. Но для автоматических линий фасовки наружный клапан, особенно на ламинированных мешках, — это часто необходимость. Он лучше захватывается зажимами автомата. Однако если речь идёт о гигроскопичных материалах, тот же наружный клапан становится путем для проникновения влаги, если не предусмотреть дополнительную барьерную плёнку или особую склейку. Внутренний клапан в этом плане надёжнее, но его сложнее правильно открыть на старом оборудовании.
А вот материал самого клапана — отдельная история. Часто его делают из той же ткани, что и мешок. Но для сыпучих продуктов с высокой текучестью (типа цемента или некоторых минеральных порошков) этого мало. Нужна вставка из полипропиленовой плёнки или даже комбинированного материала, чтобы обеспечить плавное скольжение и полное опорожнение. Без этого в углах мешка образуются ?мёртвые? зоны, продукт слёживается, клиент теряет деньги. Видел такое на стройке, когда мешки с клапаном для сухих смесей вскрывали, а внутри — почти монолит.
И размер клапана! Его нельзя выбирать ?на глаз?. Слишком маленький — увеличивается время выгрузки, растёт давление внутри, швы могут поползти. Слишком большой — страдает прочность верхней части мешка, да и стоимость растёт неоправданно. Опытный производитель всегда запросит у клиента данные: насыпная плотность продукта, угол естественного откоса, тип разгрузочного оборудования. Без этого диалога нормальный клапанный мешок не сделать.
Ламинирование: барьер или головная боль?
Практически все современные клапанные мешки для пищевой и химической продукции — ламинированные. Но ламинация ламинации рознь. Стандартный BOPP-ламинат хорош для защиты от внешней влаги и придания жёсткости. Но если продукт маслянистый или имеет высокую остаточную летучесть (некоторые виды кормовых добавок), BOPP может со временем отслоиться. Тут нужен либо соэкструзионный слой с лучшей адгезией, либо ламинация на основе PE.
Был у нас случай с одним производителем минеральных удобрений. Заказали обычные ламинированные мешки с клапаном. Всё вроде бы прошло испытания. Но при хранении на открытых площадках в условиях морского климата (высокая влажность и солевой туман) через 4 месяца ламинация на клапане, в месте перегиба, дала микротрещины. Продукт набрал влагу и испортился. Пришлось переделывать всю партию, усиливая именно уязвимый узел клапана дополнительным слоем и меняя клеевой состав. Теперь для таких условий мы всегда предлагаем усиленный вариант, даже если изначальный запрос звучал как ?стандартный ламинированный?.
Кстати, о печати. Многоцветная флексопечать на ламинированной поверхности — это красиво. Но если печать попадает прямо на зону клапана, особенно на его внутреннюю часть, есть риск ухудшения скользящих свойств или даже миграции краски на продукт. Поэтому грамотная разметка макета — это тоже часть профессионализма. Логотип лучше сместить на основное поле мешка.
Сырьё и прочность: не всё PP одинаково полезно
Основа любого тканого мешка — полипропиленовая нить. Её плотность (denier), число волокон, качество первичного гранулята определяют всё. Для тяжёлых продуктов (типа песка, гранулированных полимеров) часто используют кручёную нить высокой линейной плотности. Но для клапанных мешков есть нюанс: в зоне вшивания клапана создаётся дополнительная нагрузка на шов. Если нить жёсткая, но неэластичная, в этом месте при динамической нагрузке (сброс с транспортера) может произойти разрыв не ткани, а именно шва.
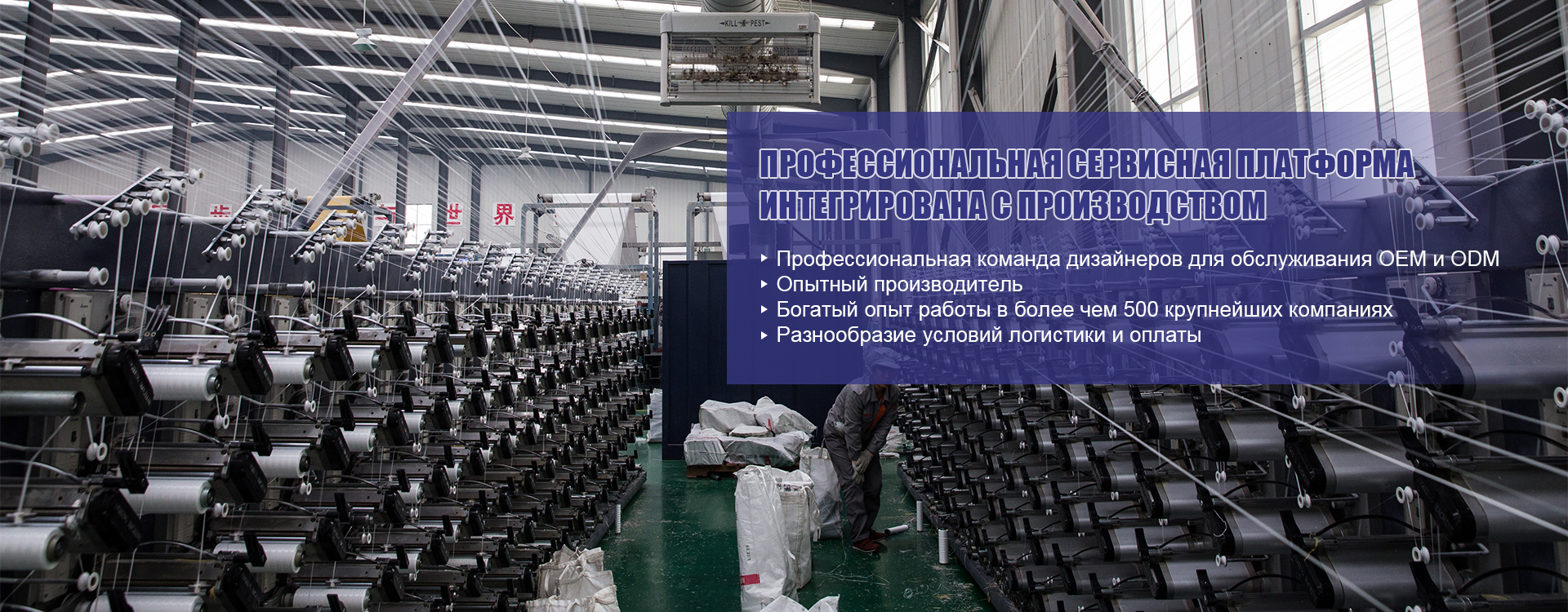
Мы работали с компанией ООО ЧЭНДА УПАКОВОЧНАЯ ПРОМЫШЛЕННОСТЬ (ЦИНДАО), у них как раз большой ассортимент именно по сырью. Они поставляют мешки под разные задачи, и я обратил внимание, что для своей линейки клапанных мешков они часто используют комбинацию нитей: для тела мешка — стандартный высокопрочный PP, а для зоны клапана и верхней обвязки — нить с добавлением определённых сополимеров для повышения ударной вязкости. Это не бросается в глаза, но существенно снижает процент брака при транспортировке. На их сайте https://www.chengda-pack.ru видно, что они позиционируют себя как группа с полным циклом от производства нити до готового мешка, что позволяет как раз контролировать такие тонкости.
Ещё один момент — УФ-стабилизаторы. Если мешки будут храниться на улице, даже под навесом, это обязательно. Но некоторые стабилизаторы могут мигрировать на поверхность и, контактируя с клапаном из другого материала, вызывать его незначительную деформацию. Это редкость, но такое случалось с некоторыми рецептурами лет десять назад. Сейчас, конечно, технологии ушли вперёд.
Практика фасовки: теория сталкивается с реальностью
Идеальный мешок на столе и тот же мешок на вибрирующей горловине фасовочного автомата — две большие разницы. Одна из ключевых проблем — ?залипание? клапана. После прошивки клапан часто находится в закрытом состоянии. Если его внутренние поверхности слишком гладкие (например, при сплошной ламинации), они могут слипаться под давлением в пачке. На линии рабочий должен его физически раскрыть перед надеванием на дозатор, что снижает скорость. Решение — микроперфорация внутреннего слоя клапана или специальная антиадгезионная пропитка, но это опять же добавляет копеек к стоимости, которые нужно обосновать заказчику.
Работали с фасовкой каолина. Продукт очень лёгкий, пыльный. Стандартный клапанный мешок не подошёл: при заполнении создавалось облако пыли, которое выбивалось через неплотности клапана. Пришлось проектировать мешок с удлинённым внутренним клапаном-рукавом и специальным лабиринтным перегибом, который создавал своеобразный пылевой замок. Помогло. Но скорость фасовки, естественно, упала. Здесь всегда идёт поиск компромисса между герметичностью, скоростью и стоимостью.
Автоматическая сшивка клапана после наполнения — тоже критичный этап. Если нить или станок настроены неправильно, можно либо прошить насквозь, повредив внутренний клапан, либо сделать слабый шов, который порвётся при штабелировании. Особенно важно это для мешков, которые потом будут перевозиться в контейнерах на большие расстояния, как раз для экспортных поставок, которые активно ведёт ЧЭНДА УПАКОВОЧНАЯ ПРОМЫШЛЕННОСТЬ. Их продукция, судя по описанию, как раз широко используется в химической и минеральной отраслях, где такие риски высоки. Надёжность клапана и его закрытия для них — не пункт в спецификации, а обязательное условие для сохранения репутации на рынках Южной Америки или Юго-Восточной Азии.
Вместо заключения: подбор как диалог
Так что, если резюмировать мой опыт, производство клапанных мешков — это не конвейерная штамповка. Это всегда диалог. Диалог между технологом производителя упаковки и технологом предприятия-наполнителя. Нужно понимать весь путь мешка: от цеха фасовки, через возможное хранение под открытым небом, морскую перевозку в контейнере до момента разгрузки у конечного потребителя, который может вскрывать его чем угодно, от ножа до вилочного погрузчика.
Сейчас на рынке много игроков, в том числе таких крупных и вертикально интегрированных, как упомянутая ООО ЧЭНДА УПАКОВОЧНАЯ ПРОМЫШЛЕННОСТЬ (ЦИНДАО). Их сила, как я вижу, в том, что они могут позволить себе не просто продать мешок из каталога, а иметь инженерный отдел, который способен смоделировать эти условия и предложить кастомизацию. В их портфеле есть и PP тканый ламинированный мешок с клапаном, и бумажный клапанный мешок — это говорит о широком охвате задач.
Главное, что я вынес за годы работы: никогда не экономь на испытаниях опытной партии. Сделать 100-200 мешков по новой спецификации, отдать клиенту на тестовую фасовку и реальную логистику — это лучший способ избежать дорогостоящих претензий на целый контейнер потом. И в этом плане наличие у поставщика собственных производственных мощностей и опыта, как у группы Чэнда, — серьёзное преимущество, потому что такие тесты они могут провести быстро и с минимальными затратами для клиента. В общем, клапанный мешок — это маленький, но сложный мир, где каждая деталь имеет значение.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Лучшие покупатели полипропиленовых строительных мешков
- PP мешки для кукурузы
- Мешки для цинкового порошка
- Производители трехслойных бумажных мешков
- Ведущий покупатель химических мешков
- Поставщики ламинированных полипропиленовых мешков
- Цена полипропиленовых мешков 100x150
- Антистатические PP мешки
- Ведущий покупатель бумажных мешков весом 50 кг
- Завод по производству пленки FFS